車身公差分析設(shè)計(jì)規(guī)范
- 文件介紹:
- 該文件為 doc 格式��,下載需要 20 積分
-
- 車身公差分析設(shè)計(jì)規(guī)范1 適用范圍
本規(guī)范適用于N1 �����、M1��、M2類車輛��。
2 術(shù)語
2.1 公差分析的基本概念:
公差分析就是根據(jù)零部件的單件表面的公差,定位孔的公差,經(jīng)過專門的理論公式計(jì)算,得出焊后該焊接總成的公差的分析過程���。
2.2 公差分析的假定條件
1.所有零件及總成制造精度均能控制在設(shè)計(jì)公差內(nèi)。
2.所有焊接夾具的公差為±0,25mm ��。
3.基準(zhǔn)孔及長定位孔公差為+0,2 / -0,0mm����。
4.夾具定位銷比定位孔直徑小0.1 mm,尺寸公差為± 0mm。
5.所有的公差都是正常分布(特別指明除外)��。
6.特別指明的包括:
人工調(diào)整不考慮
零件回彈不考慮
焊接引起的變形不考慮
制造過程能力假定控制在Cpk = 1
2.3公差分析軟件
1-DCS (32) Version 2.5.1
Copyright © 1996-2000 Dimensional Control Systems, Inc.
2.3.公差概念的變化:
白車身公差控制目前有兩種思路:
(1)“自上而下”法�。
該方法是先根據(jù)經(jīng)驗(yàn)來確定白車身外觀間隙及表面斷差值,然后再層層分解到單件的公差,這種方法可能引起制造工藝無法保證單件的公差,并且沒有辦法來分配公差由總成到單件.
(2) “自下而上”法。
該方法是根據(jù)單件的制造公差,即孔和表面的公差,采用累積疊加的方法,通過公式來計(jì)算最終白車身的外觀間隙及表面斷差,該方法累種下來有可能公差較大,這時(shí)只有通過改進(jìn)單件的制造精度來提高白車身整車的公差.
2.4公差分析手工計(jì)算公式:
D=
float ---------夾具定位銷的直徑與定位孔孔徑公差的累積
fix-------------夾具定位銷的位置公差
mating----------搭接面公差
position----------夾持面型面公差(可能與搭接面公差同)
總裝件----------總裝件的公差
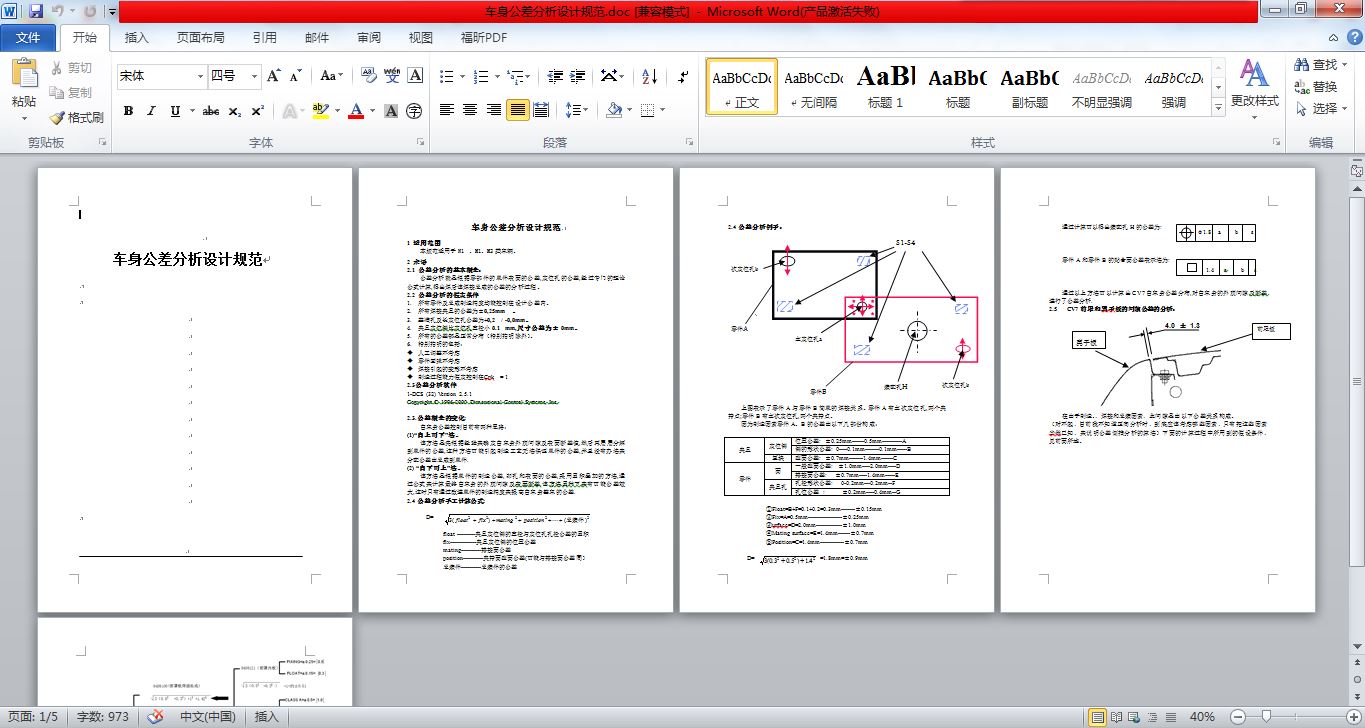
2.4公差分析例子:
上圖表示了零件A與零件B簡(jiǎn)單的焊接關(guān)系�����。零件A有主次定位孔,兩個(gè)夾持點(diǎn);零件B有主次定位孔,兩個(gè)夾持點(diǎn)。
因?yàn)橹圃煲蛩亓慵嗀、B的公差由以下幾部份構(gòu)成:...
 熱門關(guān)鍵詞:
熱門關(guān)鍵詞: 

