ļŖĀt╣▄┼„õōŖAļs╬’üĒį┤Ęų╬÷╝░┐žųŲ╣ż╦ćīŹ(sh©¬)█`
- ╬─╝■ĮķĮBŻ║
- įō╬─╝■×ķ rar Ė±╩Į���Ż¼Ž┬▌dąĶę¬ 0 ĘeĘų
-
- ļŖĀt╣▄┼„õōŖAļs╬’üĒį┤Ęų╬÷╝░┐žųŲ╣ż╦ćīŹ(sh©¬)█`ļŖĀt╣▄┼„õōŖAļs╬’üĒį┤Ęų╬÷╝░┐žųŲ╣ż╦ćīŹ(sh©¬)█`
┌wųŠ╚A Č┼ė└▀h(yu©Żn) ų▄╣╠m ┐Ą¢|░▓
( ░▓Ļ¢õōĶF╝»łF(tu©ón)ėąŽ▐ž¤(z©”)╚╬╣½╦Š)
š¬ę¬ ßśī”░▓õōĄ┌ę╗¤ÆõōÅS╣▄┼„õōŖAļs╬’╠žäe╩Ū┤¾ą═ŖAļs╬’Ą─Ą─üĒį┤▀M(j©¼n)ąą┴╦Ęų╬÷ �Ż¼ ═©▀^▓╔╚ĪŽÓæ¬(y©®ng)Ą─╝╝ąg(sh©┤)┤ļ╩® ��Ż¼ ╣▄
┼„õōš²ŲĘ┬╩╠ßĖ▀┴╦ 7 Ż« 0 5 Żź����Ż¼ ą¦╣¹’@ų°ĪŻ
ĻP(gu©Īn)µIį~ ╣▄┼„õō ŖAļs╬’ Ęų╬÷ ┐žųŲ
Ū░čį
ļSų°╔ńĢ■▀M(j©¼n)▓Į║═ć°ā╚(n©©i)õō▓─╩ął÷ĖéĀÄ ╚šØuäĪ┴ę�Ż¼
æ¶ī”«a(ch©Żn)ŲĘ┘|(zh©¼)┴┐Ą─ę¬Ū¾ė·üĒė·Ė▀ĪŻę“╣▄┼„õō▒Ē├µ╗“
Ž┬ŖAļsįņ│╔Ą─┘|(zh©¼)┴┐«Éūh▓╗öÓį÷ČÓ����Ż¼ Č°┘|(zh©¼)┴┐«Éūh«a(ch©Żn)
Ą─įŁę“ČÓöĄ(sh©┤)×ķõōÕV▒Ē├µ╗“ŲżŽ┬ŖAļsįņ│╔Ż¼ Č°ŪęŖA
╬’Ņw┴Ż▌^┤¾ ���Ż¼ ė╔┤╦šf ├„ŖAļs╬’ų„ę¬╩Ū╚█į³ �����Īó ─═▓─ �Īó
õōĪó Ø▓ūó▀^│╠ųąČ■┤╬č§╗»╝░ĶTÕVŽĄĮy(t©»ng)▓╗ŪÕØŹ╬█╚Š
ę║įņ│╔���ĪŻ╣▄┼„õōŖAļs╬’ė╚Ųõ╩Ū┤¾ą═ŖAļs╬’ ( >
0 I n n ) Ą─┤µį┌ć└(y©ón)ųžė░Ēæ╣▄┼„õōį┌Ž┬Ą└╣żą“▄łųŲųą
ąį─▄����Ż¼ ų▒Įėōp║”õō╣▄Ą─ŲŻä┌ē█├³║═Ųõ╦³┴”īW(xu©”)ąį─▄�����Ż¼
ė┌õXµé(zh©©n)ņoõō ���Ż¼ õōųąŖAļs╬’ŅÉ ą═ų„ę¬╩Ū A J 2 ( ) 3 ╗“Ō}
╦ß¹}ĪŻ┤¾ą═ A J 2 O 3 ĀŅŖAļs╬’╚█³c(di©Żn)Ė▀�����Īó ė▓Č╚┤¾��Ż¼ į┌▄ł
Ģr(sh©¬)čž▄łųŲĘĮŽ“│╔×ķ▀B└m(x©┤)Ą─µ£ŚlĀŅ�����Ż¼ Ģ■śO┤¾ĄžĮĄĄ═
Ą─Ēgąį║═čėš╣ąįŻ¼ ę▓╩ŪŽ┬Ą└╣żą“═╦ÅU┴┐┤¾Ą─ų„ę¬
ę“��Ż¼ ę“┤╦╚ń║╬£p╔┘╣▄┼„õōŖAļs╬’�����Ż¼ ╠žäe╩Ū┤¾ą═ŖAļs
│╔×ķ╣½╦Š╠ßĖ▀╣▄┼„õō┘|(zh©¼)┴┐ę¬ĮŌøQĄ─ų„ę¬å¢Ņ}��ĪŻ
ę▒¤ÆįO(sh©©)éõ╝░╣ż╦ćģóöĄ(sh©┤)
░▓õōĄ┌ę╗¤ÆõōÅSėąā╔ū∙ 1 0 t ļŖ╗ĪĀt��Ż¼ ę▒¤ÆįO(sh©©)éõ
ų„ę¬╣ż╦ćģóöĄ(sh©┤)ęŖ▒Ē 1 �ĪŻ
▒Ē 1 ę▒¤ÆįO(sh©©)éõ╝░╣ż╦ćģóöĄ(sh©┤)
├¹ ĘQ öĄ(sh©┤) ųĄ
īŹ(sh©¬)ļH│÷õō┴┐Ż» t Ż» Āt
ūāē║Ų„╚▌┴┐Ż» k V A
ĀtÜżų▒ÅĮŻ» n m a
ę▒¤ÆĢr(sh©¬) ķgŻ» m i n
å╬ų¦ÕVųžŻ» k g
ÕVą═Ż» n m a
─Ļ«a(ch©Żn)õō┴┐Ż» ╚f t
┤¾ą═ŖAļs╬’ī”õōąį─▄Ą─ė░Ēæ
1 õō┼„ŖAļs╬’Ęų▓╝╠žš„
Å─Ž┬Ą└╣żą“( ųąą═▄łõōÅS) ķ_┼„▄łųŲĢr(sh©¬)Ę┤üĄ─Ūķ
┐┤Ż¼ ╣▄┼„ŖAļs╬’ų„ę¬▒Ē¼F(xi©żn)×ķ═Ō▓┐▒Ē├µŖAļs�����Ż¼ ŖAļs╬’
┴┐Š█╝»į┌ŠÓõō┼„╬▓▓┐ 3 0 0Ī½5 0 0 m m╠Ä�����Ż¼ │╩║┌╗ę╔½
ĀŅ����Ż¼ ╣▄┼„ųą┼╝Č°ėą░ū╔½ŖAļs╬’����Ż¼ ńPą▐Ģr(sh©¬)Ž“Ž┬čė╔ņ�Ż¼
╔½ŖAļs╬’│╩łA³c(di©Żn)ĀŅŻ¼ į┌╣▄┼„ķLČ╚ĘĮŽ“╔Ž×ķ▓╗Š∙ä“
Ęų▓╝��ĪŻ
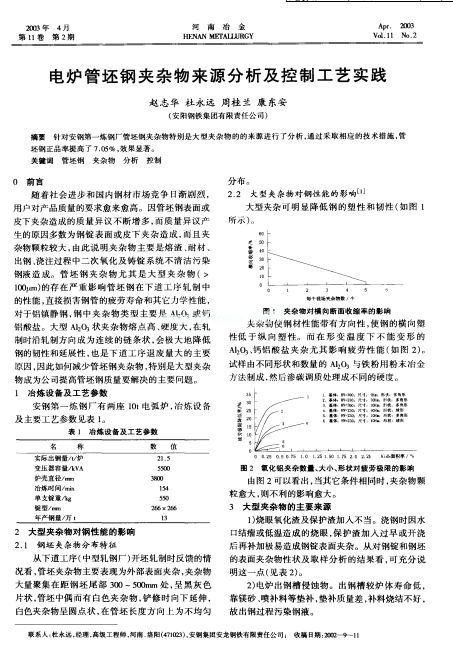
2 Ż« 2 ┤¾ą═ŖAļs╬’ī”õōąį─▄Ą─ė░Ēæ[ ]
┤¾ą═ŖAļs┐╔├„’@ĮĄĄ═õōĄ─╦▄ąį║═Ēgąį( ╚ńłD
╦∙╩Š ) ��ĪŻ
łD 1 ŖAļs ╬’ī”ÖM Ž“öÓ├µ╩š┐s┬╩Ą─ė░Ēæ
ŖAļs╬’╩╣õō▓─ąį─▄ĦėąĘĮŽ“ąį�Ż¼ ╩╣õōĄ─ÖMŽ“╦▄
ąįĄ═ ė┌ ┐v Ž“╦▄ąį ĪŻČ° į┌ą╬ ūā £žČ╚ Ž┬ ▓╗─▄ ūāą╬ Ą─
A J 2 O 3 ��Īó Ō}õX╦ß¹}ŖAļsė╚Ųõė░ĒæŲŻä┌ąį─▄( ╚ńłD 2 )
įćśėė╔▓╗═¼ą╬ĀŅ║═öĄ(sh©┤)┴┐Ą─A J 2 O 3 ┼cĶFĘ█ė├Ę█─®ę▒Į
ĘĮĘ©ųŲ│╔�Ż¼ ╚╗║¾ØB╠╝š{(di©żo)┘|(zh©¼)╠Ä└Ē│╔▓╗═¼Ą─ė▓Č╚����ĪŻ
35
ųź ĪŻ �����ĪŻ
§· 2 5
▌┬2 0 ┴┐1 5 ▌z 1 0
5
0
0 0 Ż« 2 5 0 5 0 Ż« 7 5 1 0 1 2 5 1 5 0 1 Ż« 7 5 2 0 2 Ż« 2 5 Al ╗ž ┤õ Ż»Żź
łD2 č§╗»õXŖAļsöĄ(sh©┤)┴┐��Īó ┤¾ąĪ����Īó ą╬ĀŅī”ŲŻä┌śOŽ▐Ą─ė░Ēæ
ė╔łD2┐╔ęį┐┤│÷�����Ż¼ «ö(d©Īng)Ųõ╦³Śl╝■ŽÓ═¼Ģr(sh©¬)����Ż¼ ŖAļs╬’Ņw
┴Żė·┤¾���Ż¼ ät▓╗└¹Ą─ė░Ēæė·┤¾�����ĪŻ
3 ┤¾ą═ŖAļs╬’Ą─ų„ę¬üĒį┤
1 ) ¤²č█č§╗»į³╝░▒Żūo(h©┤)į³╝ė╚ļ▓╗«ö(d©Īng)����ĪŻØ▓õōĢr(sh©¬)ę“╦«
┐┌ĮY(ji©”)┴÷╗“Ą═£žįņ│╔Ą─¤²č█�����Ż¼ ▒Żūo(h©┤)į³╝ė╚ļ▀^įń╗“ķ_Ø▓
║¾į┘ča(b©│)╝ėśOęūįņ│╔õōÕV▒Ē├µŖAļs�����ĪŻÅ─ī”õōÕV║═õō┼„
Ą─▒Ē├µŖAļs╬’ąįĀŅ╝░╚ĪśėĘų╬÷Ą─ĮY(ji©”)╣¹┐┤Ż¼ ┐╔│õĘųšf
├„▀@ę╗³c(di©Żn)( ęŖ▒Ē2 ) �����ĪŻ
2 ) ļŖĀt│÷õō▓█Ūų╬g╬’����ĪŻ│÷õō▓█▌^Āt¾wē█├³Ą═
┐┐µV╔░Īó ćŖča(b©│)┴ŽĄ╚ē|ča(b©│)����Ż¼ ē|ča(b©│)┘|(zh©¼)┴┐▓ŅŻ¼ ča(b©│)┴Ž¤²ĮY(ji©”)▓╗║├
╣╩│÷õō▀^│╠╬█╚Šõōę║����ĪŻ ...
 ¤ßķTĻP(gu©Īn)µIį~Ż║
¤ßķTĻP(gu©Īn)µIį~Ż║ 

