沖壓超長懸臂不變形
- 文件介紹:
- 該文件為 rar 格式,下載需要 20 積分
-
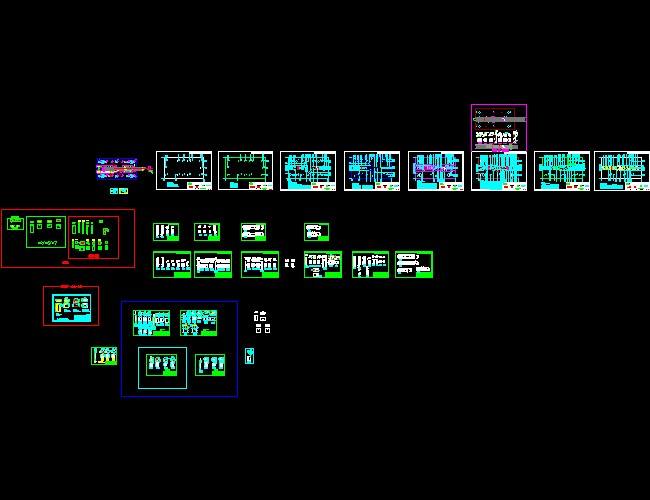
- 沖壓超長懸臂不變形參考舊件舊件無扣位,有避位#060(凸模)數(shù)量:2pcs材料:SKD-11 HRC62%%d加工方式:割加大加大加大(注意鑲件有間隙)(注意鑲件有間隙)(注意鑲件有間隙)此4孔錯 取消此件錯取消正電深5.0名稱:公沖公
材質(zhì):SKD11,HRC60-62
數(shù)量:1PCS
加工方式:實割���,磨pt47.5;名稱:公夾鑲件
材質(zhì):SKD11,HRC58-60
數(shù)量:1PCS
加工方式:外形實割���,內(nèi)孔單+0.01,磨名稱:脫料鑲件
材質(zhì):SKD11,HRC58-60
數(shù)量:1PCS
加工方式:外形實割���,內(nèi)孔單+0.008���,磨名稱:下模鑲件
材質(zhì):SKD11,HRC60-62
數(shù)量:1PCS
加工方式:外形實割,內(nèi)孔單+0.02���,磨Jan,25-07:產(chǎn)品需增加卡位改模
Jun,08-07:因尺寸0.80超差而改模線割圖檔2009-07-21料帶圖修改第一步?jīng)_切口下模沖孔入塊上夾板沖孔入塊上脫板沖孔入塊沖頭2pcs下模沖孔入塊上夾板沖孔入塊上脫板沖孔入塊沖頭6pcs{fPMingLiU|b0|i0|c136|p18;2-放電5mm深掛臺}{fPMingLiU|b0|i0|c136|p18;左右兩側(cè)補強}...
 熱門關(guān)鍵詞:
熱門關(guān)鍵詞: 

