7立方反應(yīng)釜圖總圖
- 文件介紹:
- 該文件為 rar 格式���,下載需要 20 積分
-
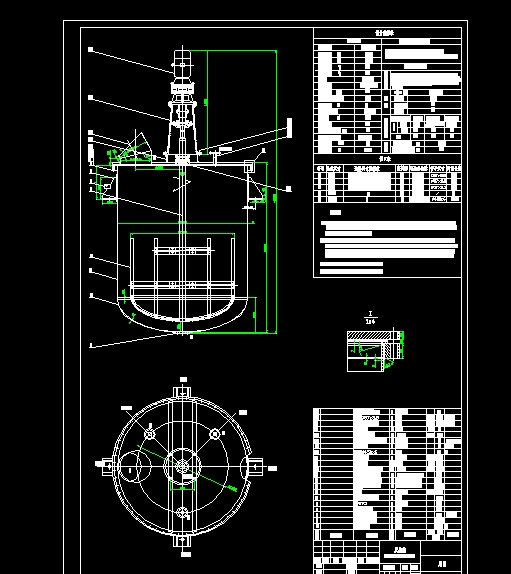
- 7立方反應(yīng)釜圖總圖組合件填料密封箱法蘭接管8.8級(jí)8級(jí)4.6級(jí)4級(jí)螺母 螺柱組合件槽鋼由設(shè)計(jì)定防爆����,外購(gòu)組合件外購(gòu)接管Q235-B(環(huán)321)耳座組合件接地板60x50x8軸3����、軸的轉(zhuǎn)動(dòng)方向見本圖,不得反轉(zhuǎn)���。端擺動(dòng)量不得大于≤1.0mm.1����、攪拌設(shè)備組裝后,應(yīng)在試運(yùn)轉(zhuǎn)中檢驗(yàn)攪拌軸密封處的旋轉(zhuǎn)精度����,在軸端密封處4小時(shí)。試運(yùn)轉(zhuǎn)過程中���,不得有不正常的噪聲[≤85db(A)]和震動(dòng)等不良現(xiàn)象���。4、管口及支座方位見本圖,L現(xiàn)場(chǎng)定���。(達(dá)到填料密封跑合時(shí)間���,直到填料密封運(yùn)轉(zhuǎn)密封運(yùn)轉(zhuǎn)正常為止)時(shí)間不少于2、設(shè)備試驗(yàn)合格后���、全部組裝后���,先進(jìn)行空運(yùn)轉(zhuǎn),時(shí)間不小于30分鐘���;然后以水代料進(jìn)行負(fù)荷運(yùn)轉(zhuǎn)���。設(shè)備內(nèi)充水至工作液位高度����,充壓至設(shè)計(jì)壓力進(jìn)行試運(yùn)轉(zhuǎn)���,測(cè)定軸的徑向擺動(dòng)量不得大于0 .1mm;軸向竄動(dòng)量不得大于%%P0.2mm;攪拌軸的下出料口放空口加料口減速機(jī)組合件機(jī)架TB5筒體DN1900x8封頭雙頭螺柱耐油石棉橡膠板墊片平蓋Q235-B(環(huán)321)法蘭螺母 釜底法蘭序P號(hào)代 號(hào)單件總計(jì)重 量數(shù)P量名 稱材 料備 注反應(yīng)釜標(biāo)記處數(shù)分區(qū)更改文件號(hào)簽名年����、月����、日總圖共 張階段標(biāo)記比例設(shè)計(jì)標(biāo)準(zhǔn)化校核審核工藝審定日期第 張數(shù)量框式攪拌器見圖人工加料口加料口規(guī)定,其余按 常壓容器設(shè)計(jì)數(shù)據(jù)表無毒不易燃頭型式接除圖中注明外,焊接接頭型式及尺寸按中的規(guī)定,對(duì)接接頭為 ,接管與筒體(封頭)的焊接設(shè)計(jì),制造與檢驗(yàn)標(biāo)準(zhǔn)法蘭焊接按相應(yīng)法蘭標(biāo)準(zhǔn)中的接頭為 (全焊透),角焊縫的焊角尺寸按較薄板厚度;<<鋼制化工容器制造技術(shù)規(guī)定>>制造與檢驗(yàn)要求<<鋼制焊接常壓容器>>合格級(jí)別檢測(cè)標(biāo)準(zhǔn)檢測(cè)率之間與自動(dòng)焊絲焊 條焊 劑焊接接頭種類無材焊封頭液壓試驗(yàn)壓力管口表試驗(yàn)測(cè)檢筒體損氣密性試驗(yàn)壓力設(shè)計(jì)參數(shù)容器類別工作壓力工作溫度設(shè)計(jì)壓力介質(zhì)特性介 質(zhì)設(shè)計(jì)溫度腐蝕裕量介質(zhì)密度焊接接頭系數(shù)全容積主要受壓元件材料電機(jī)型號(hào)及功率設(shè)備空重?cái)嚢柁D(zhuǎn)速安全閥啟跳壓力充裝系數(shù)伸出長(zhǎng)度管子尺寸密封面用途或名稱符號(hào)公稱尺寸技術(shù)要求連接尺寸及標(biāo)準(zhǔn)不銹鋼之間有機(jī)物中規(guī)定....
 熱門關(guān)鍵詞:
熱門關(guān)鍵詞: 

